站")


")

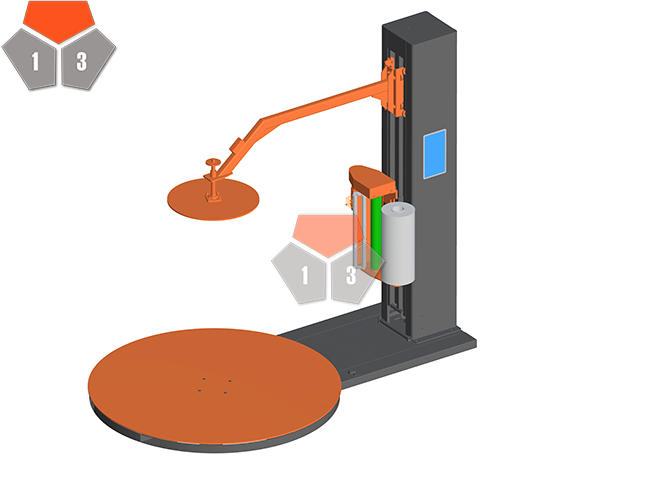
壓頂型預(yù)拉抻纏繞包裝機(jī)YK1650F-CS
產(chǎn)品分類(lèi): 纏繞機(jī)
壓頂型預(yù)拉抻纏繞包裝機(jī)YK1650F-CS
一. 基本情況(主要技術(shù)要求)
1、裝規(guī)格: L 1000-1200mm×W 1000-1200mm×H 500-1800mm2、對(duì)角線(xiàn)長(zhǎng): 1700 mm(max)
3、貨物重量: 1200kg
4、包裝過(guò)程: 除更換膜卷之外,全部自動(dòng)運(yùn)行.
二、 YK2000FZ-PL-CS 托盤(pán)在線(xiàn)壓頂纏繞包裝機(jī)(附帶自動(dòng)上斷撫膜系統(tǒng))
? 技術(shù)參數(shù)
² 轉(zhuǎn)盤(pán)直徑:2000mm
² 壓盤(pán)直徑:600mm
² 轉(zhuǎn)盤(pán)高度:500mm
² 托輥直徑:76mm
² 托輥間距:127mm
² 輸送電機(jī)功率:0.75kw
² 轉(zhuǎn)盤(pán)電機(jī)功率:1.5kw
² 升降電機(jī)功率:0.37kw
² 壓頂電機(jī)功率:0.37kw
² 預(yù)拉電機(jī)功率:0.2KW
² 氣壓:0.4-0.7MP
² 電源電壓 380 V 50hz
² 重量:1080kg
² 轉(zhuǎn)盤(pán)速度:0-15轉(zhuǎn)/分鐘
² 包裝效率:10-25件/小時(shí)
² 轉(zhuǎn)盤(pán)承重:≤1500KG
² 光電自動(dòng)感測(cè)高度和可移動(dòng)限位塊限制包裝高度任意選擇
² 轉(zhuǎn)盤(pán)和升降變頻調(diào)速,手動(dòng)調(diào)整轉(zhuǎn)盤(pán)速率,可分別調(diào)整膜架上升和下降速度
² 手動(dòng)調(diào)整薄膜輸出拉力
² 預(yù)拉伸膜架,理論拉伸比1:2
² 設(shè)定頂層圈數(shù)1-9
² 設(shè)定底層圈數(shù)1-9
² 氣動(dòng)自動(dòng)上下膜機(jī)構(gòu)
? 主要性能
控制系統(tǒng)
² PLC可編程控制,纏繞層數(shù)及次數(shù)可變更
² 光電開(kāi)關(guān)自動(dòng)感測(cè)貨物高度
² 上、斷膜 撫摸過(guò)程自動(dòng)控制
轉(zhuǎn)臺(tái)驅(qū)動(dòng)
² 轉(zhuǎn)臺(tái)鏈條傳動(dòng),緩啟動(dòng)、緩?fù)V埂⒆詣?dòng)復(fù)位;
² 轉(zhuǎn)臺(tái)速度0~15 rpm 變頻調(diào)速;
薄膜系統(tǒng)
² 開(kāi)門(mén)式膜架,穿膜更方便;
² 膜架動(dòng)力變頻預(yù)拉伸機(jī)構(gòu),預(yù)拉伸可達(dá)200%;
² 行走裝置封閉、自潤(rùn)滑;
² 膜架上升、下降速度分別變頻調(diào)速,送膜速度無(wú)極可調(diào);
² 頂部及底部纏繞數(shù)分別單獨(dú)可調(diào);
² 薄膜隨動(dòng)系統(tǒng),主動(dòng)送膜;
三.、工作步驟
1、設(shè)備0位,將纏繞膜放置于膜架上,并按穿膜示意圖正確穿膜后,將膜頭夾在轉(zhuǎn)盤(pán)的夾子上。
2、產(chǎn)品進(jìn)入設(shè)備輸送滾筒啟動(dòng),將產(chǎn)品接入纏繞機(jī),輸送滾筒停止,其位置由光電控制。纏繞機(jī)與前/后工位有相關(guān)的通訊。
3、產(chǎn)品到位停止后,壓頂機(jī)構(gòu)下行并壓到產(chǎn)品頂部,到們檢測(cè)。
4、纏繞機(jī)轉(zhuǎn)盤(pán)轉(zhuǎn)動(dòng),纏繞膜被均勻纏繞至產(chǎn)品上。其間恰當(dāng)?shù)臅r(shí)機(jī),夾膜夾子松開(kāi)膜頭,吹膜電磁閥導(dǎo)通吹膜,做膜頭被纏在產(chǎn)品表面。
5、纏繞將要結(jié)束時(shí),轉(zhuǎn)盤(pán)減速并緩緩?fù)V赁D(zhuǎn)盤(pán)0位,此時(shí)膜架也在最低位。斷膜機(jī)構(gòu)動(dòng)作,將膜導(dǎo)入夾子中間,夾膜夾子啟動(dòng)將膜夾住。緊接著斷膜、燙/撫膜。
6、燙、斷完成之后,轉(zhuǎn)膜機(jī)構(gòu)回原位;壓頂機(jī)構(gòu)回原位。此時(shí)輸送線(xiàn)啟動(dòng),將產(chǎn)品輸出纏繞工位后輸送線(xiàn)停止。至此,整個(gè)設(shè)備各功能部件均在0位,且處于待命狀態(tài)。
7、新的產(chǎn)品到來(lái)時(shí),重復(fù)上述過(guò)程,整機(jī)即可實(shí)現(xiàn)無(wú)人化自動(dòng)纏繞。
四、主要元器件(電控系統(tǒng)的選用情況)
² PLC (西門(mén)子) (德國(guó))
² 觸摸屏 (西門(mén)子) (德國(guó))
² 升降變頻器 (西門(mén)子) (德國(guó))
² 壓頂變頻器 (西門(mén)子) (德國(guó))
² 轉(zhuǎn)盤(pán)變頻器 (西門(mén)子) (德國(guó))
² 預(yù)拉變頻器 (西門(mén)子) (德國(guó))
² 輸送變頻器 (西門(mén)子) (德國(guó))
² 交流接觸器 SCHNEIDER (施耐德) (法國(guó))
² 急停開(kāi)關(guān) SCHNEIDER (施耐德) (法國(guó))
² 行程開(kāi)關(guān) SCHNEIDER (施耐德) (法國(guó))
² 光電開(kāi)關(guān) (倍加福) (德國(guó))
² 接近開(kāi)關(guān) (陽(yáng)明) (中國(guó))
² 轉(zhuǎn)盤(pán)減速機(jī) (中大) (中國(guó))
² 輸送減速機(jī) (中大) (中國(guó))
² 壓頂電機(jī) (德力) (中國(guó))
² 升降減速機(jī) (德力) (中國(guó))
² 預(yù)拉減速機(jī) (中大) (中國(guó))
² 氣缸 (SMC) (日本)
² 電磁閥 (SMC) (日本)
五、信號(hào)對(duì)接(標(biāo)準(zhǔn)配置配置)
² 注明:人站在操作面板(觸摸屏)處面向纏膜機(jī)輸送線(xiàn),貨物進(jìn)貨方向?yàn)樽筮M(jìn)右出(有特殊要求的除外)。
²托盤(pán)在線(xiàn)纏繞機(jī)雙方控制對(duì)接要求:
1、纏繞機(jī)準(zhǔn)備就緒后(纏繞機(jī)在原位,無(wú)物料),纏繞機(jī)輸出纏繞機(jī)準(zhǔn)備好無(wú)源信號(hào)給輸送系統(tǒng),我們預(yù)留好此信號(hào)的接線(xiàn)端子,方便接線(xiàn)。
2、纏繞機(jī)前段輸送機(jī)有物料,并且接受到纏繞機(jī)準(zhǔn)備好信號(hào),纏繞機(jī)前段輸送將啟動(dòng),并且發(fā)送入庫(kù)啟動(dòng)無(wú)源信號(hào)給纏繞機(jī),纏繞機(jī)接受到此信號(hào)會(huì)立馬啟動(dòng)纏繞機(jī)輸送,我們會(huì)預(yù)留好此信號(hào)的接線(xiàn)端子,方便接線(xiàn)。
3、纏繞機(jī)有物料,并且纏繞完成后,纏繞機(jī)會(huì)輸出纏繞完成無(wú)源信號(hào)給輸送系統(tǒng),我們會(huì)預(yù)留好此信號(hào)的接線(xiàn)端子,方便接線(xiàn)。
4、纏繞機(jī)后段叉取輸送機(jī)無(wú)物料,并且接受到纏繞機(jī)纏繞完成信號(hào),輸送系統(tǒng)要發(fā)送出庫(kù)啟動(dòng)無(wú)源信號(hào)給纏繞機(jī),纏繞機(jī)接受到此信號(hào)后才可啟動(dòng)纏繞機(jī)輸送,將物料運(yùn)送出纏繞機(jī),我們會(huì)預(yù)留好此信號(hào)的接線(xiàn)端子,方便接線(xiàn)。
")
")